 Позвонить +7 (495) 120-50-90
Позвонить +7 (495) 120-50-90 Telegram
Telegram  Whatsapp
Whatsapp ПОРОХОВАЯ ТЕХНОЛОГИЯ в СИСТЕМЕ ПРЯМОГО МОНТАЖА FIXPISTOLS
В основе нашей ПОРОХОВОЙ ТЕХНОЛОГИИ модели Тайваньского производителя WALTE. Все эти пистолеты производятся на том же заводе, что и пороховые пистолеты HILTI. Из той же высокопрочной углеродистой стали. Что влияет на рабочий ресурс и дает высокую степень “живучести” металлических компонентов изделий. А в пороховой технологии, в сравнении с газовой или аккумуляторной, это особенно важно.
Модели, представленных пистолетов, различаются, прежде всего, по типу используемых в них патронов. Патроны могут быть россыпью, для однозарядных моделей, в барабане по 10 шт. или в кассете, так же, по 10 шт. Патроны каждого вида различаются по мощности, что отражено в цветовой маркировке самих патронов.
Основные модели Walte:
Walte 251 – простой, легкий пороховой монтажный пистолет. Подходит для не слишком объемных работ.
Использует патрон калибром F-C 5,6х16 и гвозди F-DN, F-DNW , F-ENP ,F-EDN.
Это одиночный вид крепежа.
Walte 251 – аналог пистолета Hilti E72
Walte 355 и 370 – пороховые полуавтоматические монтажные пистолеты. Подходят для объемных работ где требуется скорость работы.
Используют патроны калибром F-K 6,8х11 в пластиковой кассете по 10 шт.. Благодаря полуавтоматическому режиму стрельбы, увеличивается скорость работы. Гвозди такие же как и для Walte 251 – F-DN, F-DNW , F-ENP ,F-EDN.
Walte 355 и 370 – аналоги пистолета Hilti DX2.
Walte 276 Пороховой автоматический пистолет использует патрон калибром F-K 6,8х11. в пластиковой кассете по 10 шт. и гвозди F-DNC в пластиковой кассете по 10шт., что еще в разы увеличивает скорость работы на больших объемах. Он аналог пистолета Hilti DX460.
Walte 710 – однозарядный мощный пистолет. Использует патрон F-D калибром 6,8х18 и магнитогорский дюбель-гвоздь диаметром 4,5 мм.
Аналог пистолетов ПЦ-84 или GFT5 ,но в сравнении с ними намного проще в использовании. Подходит для бетона очень прочных марок.
Гвозди, очень высокого качества, мы производим сами под своим брендом. Почти все крепежные элементы прямого монтажа в мире изготавливается из стальной проволоки, впоследствии закаливаемой для достижения необходимой прочности. Диаметр ножки гвоздя определяется диаметром проволоки. Для изготовления резьбовых шпилек берут проволоку, диаметр которой соответствует требуемой резьбе. Процесс производства показан на диаграмме внизу и состоит из обрезки проволоки по длине, формирования шляпки, накатки, ковки или термического волочения острия, закалки, цинкования и сборки с шайбами. Процесс закалки стали до HRC 50 и более в сочетании с цинкованием может спровоцировать водородное охрупчивание стали. Этот риск снижается благодаря оптимальной температуре и времени термообработки оцинкованного изделия. Оцинкованные и термообработанные крепежные элементы подвергаются испытанию на ударный изгиб для проверки качества. В зависимости от назначения, некоторые крепежные элементы дополнительно проверяются на разрыв и срез.
Основные позиции нашего ассортимента это:
-F-DN гвоздь с пластиковой шайбой применяется в основном для пристрелки фанеры к бетону
-F-DNW такой же гвоздь как и F-DN но имеет металлическую шайбу для лучшей фиксации мягких материалов – гидроизоляции или металлической сетки.
-F-ENP нужен для фиксации профлиста к металлоконструкциям.
-F-EDN подходит для фиксации металла к металлу с выходом дюбеля наружу
-F-DNC это гвозди пластиковой кассете по 10 шт. для работы по бетону. Он решает такие же задачи как одиночный F-DN.
-Магнитогорский дюбель-гвоздь диаметром 4,5 мм для подходит для самых больших нагрузок так как имеет высокую прочность.
-Шпильки F-M8 для стали и для бетона.
Все гвозди подходят к аналогичным пистолетам Hilti и других производителей.
Наиболее частое применение:
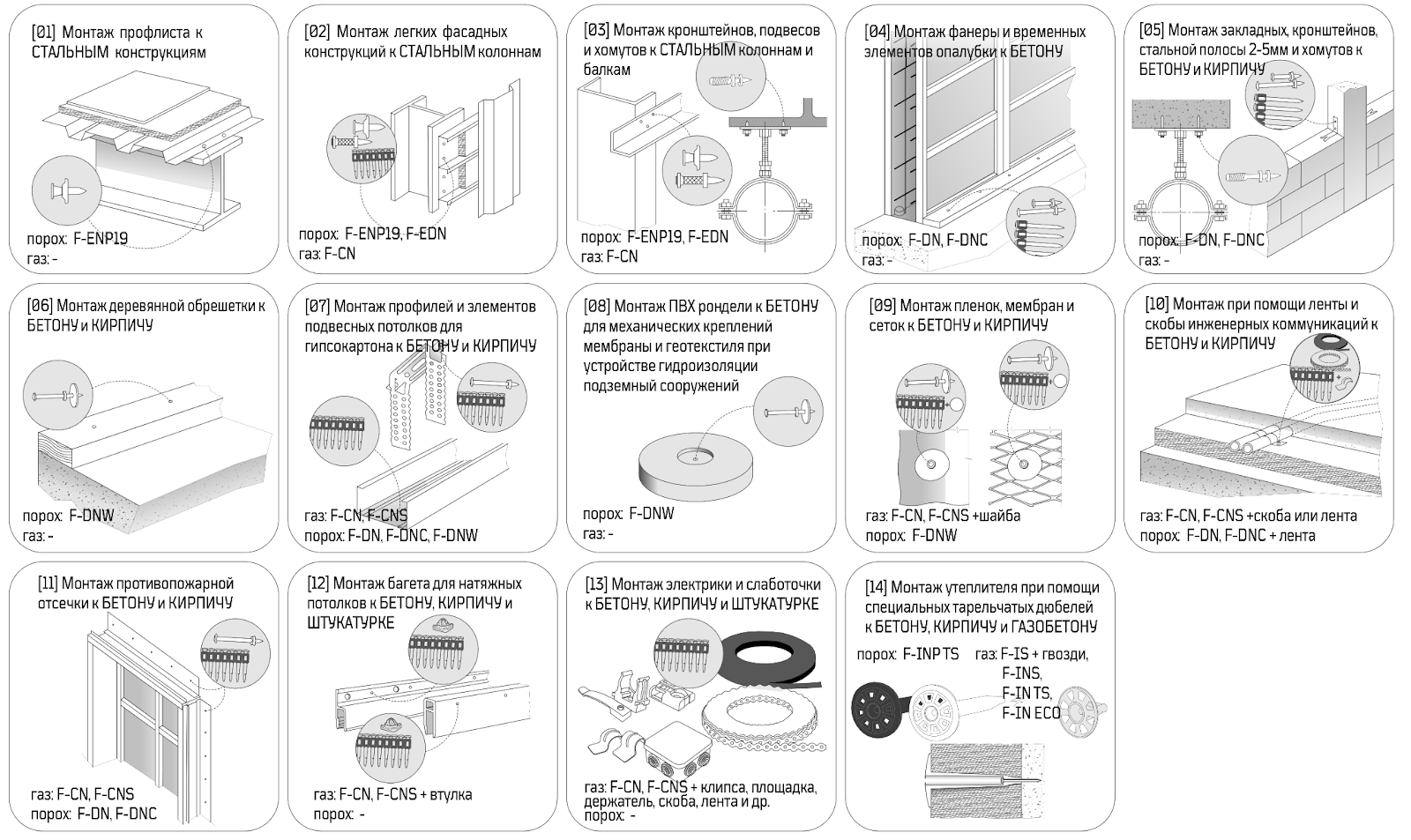
Для удобного определения длины гвоздя воспользуйтесь таблицей: ОБЛАСТИ ПРИМЕНЕНИЯ В ПОРОХОВОЙ И ГАЗОВОЙ ТЕХНОЛОГИЯХ.
Необходимо учитывать, что выбор длины гвоздя зависит от учета толщины прикрепляемого материала плюс глубина входа гвоздя в базовый материал. Рекомендованное заглубление гвоздя: в бетон классов В15-В20: 27-25мм // в бетон классов В20-В30: 25-22мм // в бетон классом выше В30: 22-21мм // в кирпич: 27-25мм.
Следующие три механизма обеспечивают анкеровку гвоздей в бетоне: Спекание, Заклинивание, Обжатие. Данные механизмы были определены и изучены путем анализа испытаний на вырыв и микроскопических исследований вырванных гвоздей и бетона в месте взаимодействия с гвоздем.
Спекание: Бетон при установке в него крепежного элемента уплотняется. Интенсивное выделение тепла во время движения гвоздя вызывает спекание гвоздя с бетоном. Наличие спекания демонстрирует исследование вырванных гвоздей. Поверхность гвоздя, особенно в области острия, является шероховатой из-за прилипших частиц бетона, которые можно удалить только с помощью шлифовального инструмента. При выполнении испытаний наиболее распространенной причиной вырыва является разрушение связей спекания между бетоном и крепежным элементом, особенно вблизи острия.
Заклинивание: Спеченный материал образует выступы на поверхности гвоздя. Эти выступы приводят к микросцеплению гвоздя и бетона. Этот механизм крепления изучен путем исследования вырванных гвоздей под микроскопом.
Обжатие: Усадка бетона ограничивает нарастание сжимающих напряжений вокруг установленного в него крепежного элемента. Это, в свою очередь, ограничивает эффективность обжатия как механизма крепления.
Разрушение бетона: Разрушение бетонного конуса иногда наблюдается при использовании испытательных устройств с опорами, с установленными на большом расстоянии друг от друга. Тот факт, что бетон разрушается, указывает, что связь крепежного элемента с бетоном оказалась сильнее, чем прочность самого бетона.
Факторы, которые могут влиять на сопротивление крепежного элемента вырыву:
-Глубина анкеровки в бетоне
-Характеристики бетона (прочность на сжатие, состав, направление укладки бетона)
-Расстояние до края бетона и интервал между крепежными элементами
Глубина анкеровки:
Чем глубже входит крепежный элемент, тем, как правило, выше сопротивление вырыву. Это соотношение лучше всего показывает размещение группы крепежных элементов с разной энергией выстрела при установке и сравнении результатов. Увеличение глубины анкеровки с целью повышения прочности ограничивается увеличением числа поломок крепежных элементов. При одинаковой глубине анкеровки гвозди держатся лучше в бетоне большей прочности. Но использование этой особенности также ограничено более частыми разрушениями гвоздей в бетоне высокой прочности. Как и следовало ожидать, глубина анкеровки, при которой интенсивность поломок минимальна, уменьшается с увеличением прочности бетона. Как сопротивление вырыву, так и частота поломок гвоздей возрастает с ростом глубины анкеровки. За оптимальную глубину анкеровки принимается глубина, после которой суммарная эффективность крепления начинает уменьшаться. Это примерно 18-32 мм в зависимости от класса и возраста бетона, а также от прочности крепежного элемента.
Характеристики бетона:
Характеристики бетона, такие, как тип и размер его заполнителя, марка цемента, величина сжатой (растянутой) зоны бетона могут значительно влиять на частоту неудачных креплений. Неудачные крепления возникают в результате попадания крепежного элемента в твердый заполнитель, например, гранит, расположенный близко к поверхности бетона. Твердые составляющие могут изменить траекторию крепежного элемента или даже деформировать его, что приведет к излому бетона в форме конуса и потере сцепления с гвоздем. В случае небольшого изгиба дюбель-гвоздя может происходить растрескивание поверхности бетона. Однако поскольку силы сцепления сконцентрированы в основном в области острия, растрескивание бетона не влияет на несущую способность крепежа DX/GX/ВХ. Более мягкие заполнители бетона, такие как известняк, песчаник или мрамор могут быть пройдены крепежным элементом полностью. Крепление в потолок, как правило, связано с более высокой частотой отказов, чем крепление в пол. Это связано с особенностями распределения компонентов бетонной смеси во время бетонирования. Крупные частицы имеют тенденцию оседать в нижней части бетонной плиты. В верхней же части концентрируются более мелкие частицы. Есть несколько возможных путей снижения частоты поломок крепежных элементов прямого монтажа по бетону. Один из способов заключается в снижении растягивающих напряжений бетона вблизи поверхности, а другой – в снижении влияния этих напряжений.
Краевые расстояния и межосевые расстояния:
Если крепежный элемент расположен слишком близко к краю бетона, его несущая способность будет снижена. Минимальные краевые расстояния публикуются с целью уменьшения влияния данного эффекта на несущую способность крепления. Соответствующие данные были получены в результате анализа лабораторных испытаний и приведены на продуктовых страницах данного руководства. Дополнительные исследования были выполнены для интервалов между крепежными элементами, когда они расположены парами или в ряд вдоль края бетона. Цель ограничения расстояний до края и межосевых интервалов – предотвращение сколов бетона и/или образования трещин, вызванных крепежным элементом. Тем не менее, растрескивание обычно оказывает лишь незначительное влияние на сопротивление крепления вырыву.
При креплении к стальному основанию, его толщина должна быть: для F-EDN от 4 до 10 мм, гвоздь должен пройти основание насквозь, для F-ENP8 не менее 6 мм.
Следующие четыре механизма обеспечивают анкеровку гвоздей в стали: Трение (обжатие), Заклинивание, Спекание (сплавление), Пайка.
Эти механизмы были выявлены и изучены путем анализа испытаний на вырыв и микроскопического исследования поперечных срезов крепежных элементов.
Обжатие: При проникновении крепежного элемента происходит смещение стали как в радиальном, так и продольном направлении. Это вызывает остаточное давление на поверхность гвоздя, что приводит к трению или обжатию. Обжатие – основной механизм закрепления гвоздя, проникающего через базовый материал насквозь. Об этом свидетельствует тот факт, что при извлечении крепежного элемента сила вырыва уменьшается очень медленно в течение первых миллиметров смещения.
Заклинивание: Механизм заклинивания возможен, если гвоздь имеет насечки, то есть мелкие канавки вдоль ножки, в которых накапливаются частицы цинка и базового материала во время проникновения гвоздя. Микроскопическое исследование поперечного среза показало, что канавки заполняются не полностью. Заклинивание является особенно важным механизмом удержания крепежных элементов, которые не проходят материал основания насквозь.
Спекание (сплавление): При проникновении крепежного элемента происходит спекание его поверхности с базовым материалом, о чем можно судить по обезуглероженной зоне на разрезе образца. Спекание чаще всего наблюдается на острие гвоздя, где температура во время входа наиболее высокая. При пристрелке в массив стали (без сквозного проникновения) это один из наиболее важных механизмов анкеровки. Он надежен при условии, что острие элемента имеет правильную геометрию и не имеет трещин. Для достижения оптимальной геометрии идеально подходит горячая прокатка. Чтобы избежать трещин на острие, необходим контроль всех этапов производственного процесса.
Пайка: В зоне на удалении от острия есть заметный слой цинка, отделяющий крепежный элемент от базового материала. Этот цинк, припаянный к стали, также вносит свой вклад в сопротивление крепежного элемента на вырыв.
Факторы, влияющие на сопротивление вырыву:
-Глубина анкеровки крепежного элемента в базовом материале
-Состояние поверхности крепежного элемента
-Покрытие базового материала
-Скорость проникновения крепежного элемента
Глубина анкеровки в базовый материал:
Глубиной анкеровки крепежного элемента в стали принято считать расстояние от острия до контактной поверхности стального основания, независимо от толщины базового материала. Иными словами, глубина анкеровки hET может быть больше, равна или меньше, чем толщина базового материала. Сопротивление вырыву возрастает с увеличением глубины анкеровки. Это также верно для сквозного проникновения крепежного элемента, когда hET больше, чем толщина стали.
Насечки на поверхности крепежного элемента:
Крепежные элементы для крепления к стали обычно имеют насечки (накатку) на ножке, чтобы улучшить сопротивление вырыву. Влияние накатки было показано в ходе испытаний гвоздей с насечками на ножке и без, но в остальном одинаковых. Цинковое покрытие ножки крепежного элемента Исследования показывают, что цинк на ножке гвоздя действует в качестве смазки, что снижает его сопротивление при проникновении в сталь. Уменьшение усилия вырыву из-за снижения сопротивления означает, что выделяется меньше тепла, и тем самым снижается эффект сварки между ножкой и стальным основанием. Это было показано в эксперименте с гвоздями, которые были одинаковыми за исключением толщины цинкового покрытия. Преимущество накатки ясно видно из результатов испытаний. При практически такой же глубине проникновения (фактически 106%), гвозди с гладкой ножкой имели усилие на вырыв только 68% от прочности гвоздями с насечкой. Даже когда глубина проникновения увеличилась до 137%, усилие на вырыв составило всего 81% от показателя по накатанным гвоздям. В этом тесте сталь толщиной 10 мм пробивалась насквозь. Если сталь слишком толстая для сквозного проникновения, благоприятное влияние накатки становится еще более выраженным. Исследования показывают, что цинк на ножке гвоздя действует в качестве смазки, что снижает его сопротивление при проникновении в сталь. Уменьшение усилия вырыву из-за снижения сопротивления означает, что выделяется меньше тепла, и тем самым снижается эффект сварки между ножкой и стальным основанием. Это было показано в эксперименте с гвоздями, которые были одинаковыми за исключением толщины цинкового покрытия.
Поверхность базового материала:
Защита металлоконструкций от коррозии часто достигается путем горячего цинкования. Испытания показали, что, если крепежный элемент проникает сквозь сталь, цинкование не оказывает существенного влияния на сопротивление вырыву. В случае крепления без сквозного проникновения сопротивление вырыву уменьшается примерно на 25%.
Скорость проникновения крепежного элемента:
При проникновении крепежного элемента, на наибольшей скорости, происходит спекание его поверхности с базовым материалом, о чем можно судить по обезуглероженной зоне на разрезе образца. Площадь спекания на прямую зависит от скорости входа гвоздя.
Выбор технологии и элементов для надежного крепления зависит от правильного выбора нагрузок и оценки условий, которым подвергается крепление, а также от корректного расчета несущей способности точки монтажа. Для облегчения выбора гвоздей и других элементов СИСТЕМЫ, мы рекомендуем пользоваться нашими бесплатными консультациями, прибегать к помощи таблицы подбора на сайте, а также использовать пристрелочные наборы.